TECAPOWDER PI HCM ist als Pulver und als Mischungen erhältlich, kundenspezifische Formulierungen können problemlos hergestellt werden.
TECAPOWDER PI HCM-Mischungen enthalten verschiedene Füllstoffe, die auf die jeweilige Endanwendung abgestimmt sind. Mit Graphit gefüllte Typen eignen sich hervorragend für Lager oder Buchsen, die eine hohe Verschleißfestigkeit erfordern, oft ohne Schmierung. Mit Glasfasern gefülltes TECAPOWDER PI HCM wird in der Metallspinnerei eingesetzt. Mit glasfasergefülltem TECAPOWDER PI HCM hergestellte Ronden erzeugen eine glatte Oberfläche auf Metallteilen.
Alle TECAPOWDER PI-Mischungen sind weithin verfügbar, und kundenspezifische Formulierungen können leicht hergestellt werden.
Heißpressen ist das Sintern des Materials bei Temperaturen oberhalb der Glasübergangstemperatur unter einem Druck von 35 MPa (5.000 psi). Die Formgebungstemperatur beträgt 350 °C (662 °F). Die erforderliche Ausrüstung besteht aus einer Presse, die 100 Tonnen in einem 15-Stunden-Zyklus halten kann, und einer oben und unten beheizten Form mit Heizband.
Beispiel: Herstellung eines Formteiles mit einem Durchmesser von 20 cm (8 Zoll) und einer Höhe von 5 cm (2 Zoll).
Es wird ein geeignetes Trennmittel empfohlen. Vor dem Befüllen der Form muss das Pulver getrocknet werden, um die Gleichgewichtsfeuchtigkeit zu beseitigen. Die Trocknung kann bei 100 °C (219 °F) über 2 Stunden für eine Menge von 1,8 kg (4 lb.) erfolgen. Bei der Befüllung sollte die Form auf 250 °C (480 °F) vorgeheizt werden und das Pulver direkt aus dem Ofen in die Form gefüllt werden. Die erste Kompression bis zu 17 MPa (2.500 psi) sollte die Luft aus der Pulvermenge entfernen. Nach diesem Schritt beginnt das Aufheizen mit einer Rampe auf 300 °C (572 °F). Bei dieser Temperatur ist die erste Verweilzeit von 1 Stunde erforderlich. Dann wird der volle Druck von 35 MPa (5.000 psi) angelegt und die Rampe auf 340 °C (647 °F) beginnt.
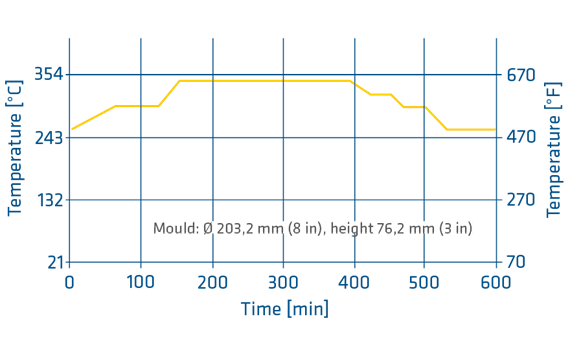
Nach Erreichen dieser Temperatur ist eine Verweilzeit von 4 Stunden erforderlich, um eine gleichmäßige Wärmedurchdringung zu erreichen. Am Ende dieses Programms beginnt eine langsame Abkühlungsrampe, um die Temperatur innerhalb von 4 Stunden auf 250 °C (480 °F) unter vollem Druck zu senken. Nach Erreichen dieser Temperatur kann der Sinterteil entformt werden.
Graphit
Ensinger hat die meisten verfügbaren Graphitarten getestet, um das beste Material für TECAPOWDER PI auszuwählen. Die folgenden Eigenschaften sind für die Verwendung von Bedeutung:
PTFE
Um eine gleichmäßige Matrix und beste Reibungs- und Verschleißeigenschaften zu erhalten, ist die Verwendung von sehr feinen PTFE-Partikeln erforderlich. Außerdem sollte der Schmelzpunkt des Zusatzmaterials auf dem gleichen Niveau wie der Tg-Wert des Matrixmaterials liegen.
MoS2
Die Schmierung von MoS2 basiert auf der Oberflächenglättung durch Materialtransfer. In dieser Hinsicht ist es sehr wichtig, sehr feine Partikel als Füllstoff und den richtigen Prozentsatz in der Zusammensetzung zu haben. Um MoS2 bei ca. 345 °C (650 °F) verarbeiten zu können, bietet Ensinger eine spezielle Variante von TECAPOWDER PI an.
P84-Teile lassen sich mit Standard-Drehvorrichtungen leicht bearbeiten. Es wird empfohlen, hartmetallbestückte Werkzeuge zu verwenden. Für Schrupp- und Schlichtdreharbeiten ist eine Schneidengeometrie zu verwenden, die der für Aluminium auf einer numerisch gesteuerten Drehbank entspricht. Der Nasenradius der Schneidenspitze sollte zwischen 0,1 und 0,2 mm liegen, um eine gute Oberflächengüte zu gewährleisten. Es ist wichtig, dass die Schneidenspitze in der Mitte des zu drehenden Werkstücks ausgerichtet ist. Scharfe Schneidkanten ermöglichen hohe Schnittgeschwindigkeiten bei geringem Vorschub.

P84-Teile können mit Flachschleifmaschinen, die für die Metallbearbeitung verwendet werden, auf enge Toleranzen geschliffen werden. Rundstäbe und Rohre werden auf spitzenlosen Schleifmaschinen geschliffen. Verwenden Sie doppelbeschichtetes Klebeband, um das Material auf dem Tisch zu fixieren, und kühlen Sie es mit Wasser ab. Die Oberflächengeschwindigkeit des Tisches sollte etwa 0,3 m/s (60 ft/min) für das Grobschleifen und 0,18 m/s (35 ft/min) für das Feinschleifen betragen.
| Cutting Speed |
Feed |
||
| feed/min | mm/R | in/R | |
| Rough turning | 300-450 | 0,25-0,5 |
0,01-0,02 |
| Finish turning | 450-550 | 0,05-0,15 | 0,002-0,006 |
| Parting | 240-300 |
0,05-0,08 |
0,002-0,003 |
TECAPOWDER PI-Teile können mit allen handelsüblichen HSS- oder hartmetallbestückten Fräswerkzeugen bearbeitet werden. Vorzugsweise werden mehrschneidige Fräser eingesetzt. Um Kantenausbrüche zu vermeiden, empfehlen wir, von der Blockaußenseite zur Mitte hin zu fräsen und kleine Austrittswinkel zu verwenden. Die Schnittgeschwindigkeit sollte zwischen 6,35 und 10 cm/min liegen und der Vorschub sollte weniger als 0,7-0,15 mm betragen. Je geringer die Vorschubgeschwindigkeit, desto besser die Oberflächengüte. Eine Schmierung oder Kühlung ist nicht erforderlich.

Zum Bohren von Löchern in TECAPOWDER PI-Teile können Edelstahlbohrer (Spitzenwinkel 90 °C) oder Hartmetallbohrer (Spitzenwinkel 90-120 °C) verwendet werden. Wenn der Bohrdurchmesser mehr als 2 cm beträgt, ist die Stegdicke zu reduzieren. Arbeiten Sie mit Bohrgeschwindigkeiten von 2,3-2,8 m/s (450-550 ft/min) und Vorschubgeschwindigkeiten von weniger als (0,004 in). Sorgen Sie für eine gute Spanabfuhr, um eine lokale Erwärmung des Werkstücks zu vermeiden.
TECAPOWDER PI-Werkstoffe können mit Kreissägen oder Bandsägen getrennt werden. Wenn Sie hartmetallbestückte Sägeblätter verwenden, erhöht sich die Lebensdauer der Werkzeuge. Die Sägegeschwindigkeit für Kreissägen sollte 2-3 m betragen, für Bandsägen 0,3-0,4 m. Wenn Platten mit Kreissägen geschnitten werden sollen, stellen Sie die Blatthöhe so ein, dass der Durchbruch des Blattes nicht mehr als 2-3 mm von der Oberfläche entfernt ist, um Kantenausbrüche zu vermeiden.
Dieses Verfahren wird zur Herstellung kleinerer Halbzeuge aus TECAPOWDER PI. Die Durchmesser werden durch die Handhabungsmöglichkeiten der Formen begrenzt. Übliche Formgrößen haben Außendurchmesser von 20-25 cm (8-10 in). Die Formen müssen in der Lage sein, Drücke bis zu 69 MPa (10.000 psi) bei 400 °C (752 °F) zu halten. Dies bedeutet, dass hohe Wandstärken und Warmarbeitsstähle für die Werkzeuge verwendet werden müssen. Das Sintern kann in einem einfachen Umluftofen erfolgen, der Temperaturen von bis zu 400 °C (572 °F) halten kann.
In den folgenden Schritten wird beschrieben, wie man bei diesem Verfahren formt und sintert.
Die Berechnung der Sinterzeit (Verweilzeit) sollte etwa 1,5 Stunden/2,5 cm (1 in) Wanddicke betragen.
Für mehr Informationen wenden Sie sich bitte an [obfemailstart]dGVjYXBvd2RlckBlbnNpbmdlcnBsYXN0aWNzLmNvbQ==[obfemailend].