As versões TECAPOWDER PI HCM são utilizadas para fabricar semiacabados e peças acabadas de poliimida de alta performance. Eles são envelhecidos termicamente em vácuo, permitindo que semiacabados de alta qualidade sejam moldados sem a necessidade de pós-cura. Blocos grandes podem ser moldados sem rachaduras. As versões HCM estão disponíveis sem reforço ou com cargas, como pó de grafite, para moldagem por compressão, extrusão por êmbolo em semiacabados ou moldagem direta em peças acabadas.
O TECAPOWDER PI é uma poliimida totalmente imidizada, sem necessidade de pós-cura (baseado no P84® da Evonik).
A excelente resistência térmica torna as peças TECAPOWDER PI HCM úteis em diversos mercados. Dependendo dos preenchimentos, as propriedades excepcionais podem ser personalizadas para se adequar à aplicação.
As versões TECAPOWDER PI HCM estão disponíveis em versões virgens e em blends, sendo possível criar formulações personalizadas com facilidade.
Os blends TECAPOWDER PI HCM contêm diversos preenchimentos de acordo com a aplicação final. As versões com grafite são excelentes para mancais ou buchas que exigem alta resistência ao desgaste, muitas vezes sem lubrificação. O TECAPOWDER PI HCM com fibra de vidro é útil na indústria de conformação de metais. Rolos fabricados com TECAPOWDER PI HCM reforçado com fibra de vidro produzem acabamento suave em peças metálicas.
Todos os compostos TECAPOWDER PI estão amplamente disponíveis, e formulações personalizadas podem ser facilmente produzidas.
A moldagem por compressão a quente é a sinterização do material em temperaturas acima da temperatura de transição vítrea sob uma pressão de 35 MPa (5.000 psi). A temperatura de moldagem é de 350 °C (662 °F). O equipamento necessário é uma prensa capaz de manter 100 toneladas métricas durante um ciclo de 15 horas, e um molde superior e inferior aquecido com faixa de aquecimento.
Exemplo: produção de um bloco com 20 cm (8 pol.) de diâmetro e 5 cm (2 pol.) de altura.
Recomenda-se um agente desmoldante adequado. Antes de preencher o molde, o pó deve ser seco para eliminar a umidade em equilíbrio. A secagem pode ser realizada a 100 °C (219 °F) por 2 horas para uma carga de 1,8 kg (4 lb). Na etapa de preenchimento, o molde deve ser pré-aquecido a 250 °C (480 °F) e o pó transferido diretamente do forno para o molde. A primeira compressão até 17 MPa (2.500 psi) deve remover o ar da carga. Após essa etapa, inicia-se o aquecimento com uma rampa até 300 °C (572 °F). Nessa temperatura, é necessário um tempo de permanência de 1 hora. Em seguida, aplica-se a pressão total de 35 MPa (5.000 psi) e inicia-se a rampa até 340 °C (647 °F).

Ao atingir essa temperatura, é necessário um tempo de permanência de 4 horas para obter penetração de calor uniforme. Ao final desse programa, inicia-se uma rampa de resfriamento lenta para reduzir a temperatura em 4 horas até 250 °C (480 °F) sob pressão total. Após atingir essa temperatura, a peça deve ser desmoldada.
Grafite
A Ensinger testou a maioria dos tipos de grafite disponíveis para escolher o melhor material para o TECAPOWDER PI. As seguintes propriedades são significativas para uso:
Para uma superfície usinada homogênea, é necessário tamanho de partícula fino.
Para alta resistência ao desgaste, é necessária boa incorporação do grafite na matriz; a morfologia da superfície é importante.
Para melhorar as propriedades mecânicas, o tamanho das partículas do preenchimento deve ser aproximadamente o mesmo da resina da matriz; o material da matriz deve revestir a superfície do preenchimento após a mistura.
Para a mistura: a função do tempo de mistura e do revestimento do preenchimento é muito importante. Premixes são necessários.
PTFE
Para obter uma matriz uniforme e as melhores propriedades de atrito e desgaste, é necessário o uso de partículas de PTFE muito finas. Além disso, o ponto de fusão do material aditivo deve estar no mesmo nível da Tg do material da matriz.
MoS2
A lubrificação do MoS2 baseia-se no alisamento da superfície por meio de transferência de material. Nesse sentido, é muito importante ter partículas muito finas como preenchimento e a porcentagem correta na composição. Para possibilitar o processamento do MoS2 a aproximadamente 345 °C (650 °F), a Ensinger oferece uma versão especial do TECAPOWDER PI.
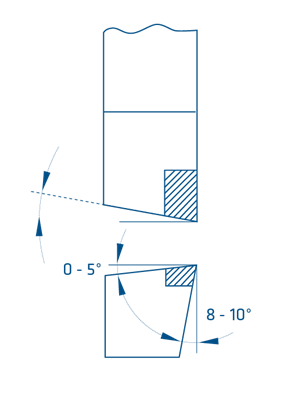
Use o maior ângulo de corte positivo possível e arestas de corte afiadas.
Evite altas pressões de corte e superaquecimento subsequente.
Utilize baixas velocidades de avanço.
Plásticos possuem maior coeficiente de expansão térmica que metais. Permita que a peça esfrie antes do acabamento.
Evite deformações causadas pela pressão de fixação. Recomenda-se o uso de mandris O.D. ou 1.D. Se um mandril convencional for usado, utilize castanhas macias. Um maior número de castanhas ajuda a distribuir a força de fixação. Reduza a pressão de fixação.
Resfrie a peça com ar, água ou fluido refrigerante.
As peças P84 são facilmente usinadas utilizando equipamentos de torneamento padrão. Recomenda-se o uso de ferramentas com pastilhas de metal duro. Para operações de desbaste e acabamento, utilize uma geometria de corte semelhante à usada para alumínio, especialmente em tornos controlados numericamente. O raio da ponta de corte deve estar entre 0,1 e 0,2 mm (0,004 a 0,008 pol.) para garantir um bom acabamento superficial. É importante que a ponta de corte esteja alinhada com o centro da peça a ser usinada. Arestas de corte afiadas permitem altas velocidades de corte com baixas velocidades de avanço.
As peças P84 podem ser retificadas para tolerâncias precisas usando retificadoras de superfície utilizadas na usinagem de metais. Barras e tubos redondos são retificados em retificadoras sem centros. Use fita dupla-face para fixar o material à mesa e resfrie com água. A velocidade da superfície da mesa deve ser aproximadamente 0,3 m/s (60 pés/min) para retificação de desbaste e 0,18 m/s (35 pés/min) para retificação de acabamento.
|
Velocidade de corte |
Avanço |
||
| avanço/min | mm/R | in/R | |
|
|
300-450 | 0,25-0,5 |
0,01-0,02 |
|
Acabamento de torneamento |
450-550 | 0,05-0,15 | 0,002-0,006 |
|
Corte transversal |
240-300 |
0,05-0,08 |
0,002-0,003 |
A profundidade de corte não influencia na qualidade da superfície. Para obter tolerâncias muito precisas, recomenda-se fazer um desbaste da peça e permitir que ela esfrie antes do acabamento. No caso de roscamento, a profundidade de avanço deve ser inferior a 0,0127 cm (0,005 pol.) para evitar lascamento das roscas. Para evitar vibrações em peças longas com pequenos diâmetros, recomenda-se apoiá-las por meio de colar móvel.
As peças TECAPOWDER P84 podem ser usinadas com todos os equipamentos padrão de fresagem com HSS ou pastilhas de metal duro. Recomenda-se o uso de fresas de múltiplos cortes. Para evitar lascamento das bordas, recomendamos que a fresagem seja realizada do exterior do bloco em direção ao centro e que se utilizem pequenos ângulos de saída. A velocidade de corte deve estar entre 6,35 e 10 cm/min (2,5 a 4 pol./min) e a velocidade de avanço inferior a 0,7–0,15 mm (0,03–0,006 pol.). Quanto menor a velocidade de avanço, melhor o acabamento da superfície. Lubrificação ou refrigeração não são necessárias.

Brocas de aço rápido (ângulo da ponta 90°) ou brocas de metal duro (ângulo da ponta 90–120°) podem ser usadas para perfurar furos em peças P84. Se o diâmetro da broca for superior a 2 cm (0,8 pol.), reduza a espessura do núcleo. Trabalhe com velocidades de perfuração de 2,3–2,8 m/s (450–550 pés/min) e avanços inferiores a 0,004 pol. Para evitar aquecimento localizado na peça, garanta boa remoção dos cavacos.
Os materiais TECAPOWDER P84 podem ser cortados com serras circulares ou de fita. Se forem usadas lâminas com ponta de metal duro, a vida útil da ferramenta será maior. A velocidade da serra para serras circulares deve ser de 2–3 m/s (80–120 pol./min), e para serras de fita, 0,3–0,4 m/s (12–16 pol./min). Se placas forem cortadas com serras circulares, ajuste a altura da lâmina de modo que a penetração da lâmina fique a 2–3 mm (0,08–0,12 pol.) da superfície para evitar lascamento das bordas.
Este processo é usado para fabricar semiacabados menores de resinas TECAPOWDER PI. Os diâmetros são limitados pelas possibilidades de manuseio dos moldes. Moldes comuns têm diâmetros externos de 20–25 cm (8–10 pol.). Os moldes devem ser capazes de suportar pressões de até 69 MPa (10.000 psi) a 400 °C (752 °F), o que indica o uso de paredes espessas e aços para trabalho a quente nas ferramentas. A sinterização pode ser feita em um forno de circulação de ar simples, capaz de manter temperaturas de até 400 °C (752 °F).
Os seguintes passos descrevem como moldar e sinterizar durante este processo:
1. O pó pré-seco por várias horas é preenchido no molde e compactado por 5 minutos para desgasificação.
2. O molde fechado é colocado em um forno pré-aquecido a 350 °C (662 °F) e mantido por várias horas, dependendo do tamanho. A cada hora completa, o molde deve ser retirado e compactado novamente com 35 MPa (5.000 psi) por 5 minutos, e então recolocado no forno.
3. Quando o tempo calculado de permanência é atingido, o molde é colocado na prensa, carregado com 55 MPa (8.000 psi) e resfriado até 250 °C (480 °F). Nesta temperatura, a peça pode ser desmoldada.
O cálculo do tempo de sinterização (tempo de permanência) deve ser aproximadamente 1,5 horas por 2,5 cm (1 pol.) de espessura da parede.
Para mais informações, entre em contato pelo e-mail: [obfemailstart]dmVuZGFzLmJyQGVuc2luZ2VycGxhc3RpY3MuY29t[obfemailend]
Para mais informações, entre em contato pelo e-mail: [obfemailstart]dmVuZGFzLmJyQGVuc2luZ2VycGxhc3RpY3MuY29t[obfemailend]