Los grados TECAPOWDER PI HCM se utilizan para fabricar formas en stock y piezas acabadas de poliimida de alto rendimiento. Se envejecen térmicamente en vacío para poder moldear formas en bruto de alta calidad sin necesidad de poscurado. Los tochos grandes pueden moldearse sin que se agrieten. Las calidades HCM están disponibles sin reforzar, o con cargas como polvo de grafito para el moldeo por compresión, o por ram-extrusión en formas de stock o moldeadas directamente en piezas acabadas.
TECAPOWDER PI es una poliimida totalmente imidizada sin necesidad de poscurado (basada en P84® de Evonik).
Su excelente resistencia térmica hace que las piezas TECAPOWDER PI HCM sean útiles en muchos mercados. Dependiendo de los rellenos, las excelentes propiedades pueden personalizarse para adaptarse a la aplicación.
Las calidades TECAPOWDER PI HCM están disponibles en calidades vírgenes y en mezclas, pudiéndose realizar fácilmente formulaciones a medida.
Las mezclas de TECAPOWDER PI HCM contienen varios rellenos en función de la aplicación de uso final. Los grados rellenos de grafito son excelentes para cojinetes o casquillos que requieren una alta resistencia al desgaste, a menudo sin lubricación. El TECAPOWDER PI HCM relleno de fibra de vidrio es útil en la industria de la hilatura metálica. Los rodillos fabricados con TECAPOWDER PI HCM relleno de fibra de vidrio producen un acabado liso en las piezas metálicas.
Todos los compuestos TECAPOWDER PI están ampliamente disponibles y pueden fabricarse fácilmente formulaciones a medida.
El moldeo por compresión en caliente consiste en sinterizar el material a temperaturas superiores a la temperatura de transición vítrea bajo una presión de 35 MPa (5.000 psi). La temperatura de moldeo es de 350 °C (662 °F). El equipo necesario es una prensa capaz de mantener 100 toneladas métricas durante un ciclo de 15 horas, y un molde calentado superior e inferior con banda calefactora.
Ejemplo: la producción de un tocho de 20 cm (8 pulg.) de diámetro y 5 cm (2 pulg.) de altura.
Se recomienda utilizar un agente desmoldeante adecuado. Antes de llenar el molde, el polvo debe secarse para eliminar la humedad de equilibrio. El secado puede hacerse a 100 °C (219 °F) durante 2 horas para una carga de 1,8 kg (4 lb.). En la fase de llenado, el molde debe precalentarse a 250 °C (480 °F) y el polvo debe transferirse directamente del horno al molde. La primera compresión hasta 17 MPa (2.500 psi) debe eliminar el aire de la carga. Tras este paso se inicia el calentamiento con una rampa hasta 300 °C (572 °F). A esta temperatura es necesario un primer tiempo de permanencia de 1 hora. A continuación se aplica la presión máxima de 35 MPa (5.000 psi) y se inicia la rampa hasta 340 °C (647 °F).
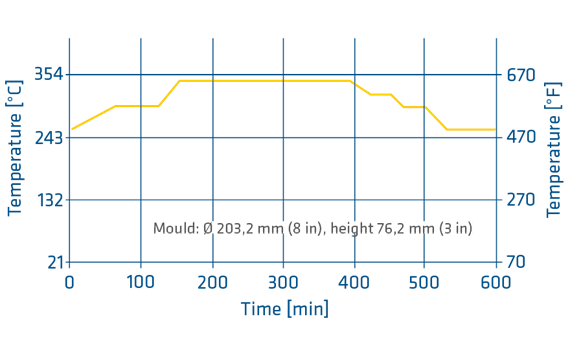
Alcanzada esta temperatura, se necesita un tiempo de permanencia de 4 horas para conseguir una penetración uniforme del calor. Al final de este programa se inicia una rampa de enfriamiento lento para reducir la temperatura en 4 horas hasta 250 °C (480 °F) bajo la presión máxima. Una vez alcanzada esta temperatura, la pieza debe liberarse.
Grafito
Ensinger probó la mayoría de los tipos de grafito disponibles para elegir el mejor material para TECAPOWDER PI. Las siguientes propiedades son significativas para su uso:
PTFE
Para obtener una matriz uniforme y las mejores propiedades de fricción y desgaste es necesario utilizar partículas muy finas de PTFE. Además, el punto de fusión del material aditivo debe estar al mismo nivel que el Tg de los materiales de la matriz.
MoS2
La lubricación del MoS2 se basa en el alisado superficial por transferencia de material. A este respecto, es muy importante disponer de partículas muy finas como material de relleno y del porcentaje adecuado en la composición. Para poder procesar MoS2 a unos 345 °C (650 °F) Ensinger ofrece un grado especial de TECAPOWDER PI.
Al mecanizar TECAPOWDER PI deben respetarse las siguientes reglas:
Las piezas P84 se mecanizan fácilmente con equipos de torneado estándar. Se recomienda utilizar herramientas con punta de carburo. Para las operaciones de torneado de desbaste y acabado utilice una geometría de corte similar a la utilizada para el aluminio, para torneado en un torno de control numérico. El radio de la punta de corte debe estar entre 0,1 y 0,2 mm (0,004 y 0,008 pulg.) para garantizar un buen acabado superficial. Es importante que la punta de corte esté nivelada con el centro de la pieza a tornear. Los filos de corte afilados permiten altas velocidades de corte utilizando avances bajos.

Las piezas P84 pueden rectificarse con tolerancias estrechas con las rectificadoras de superficies utilizadas para trabajar el metal. Las barras redondas y los tubos se rectifican con amoladoras sin centros. Utilice cinta de doble revestimiento para fijar el material a la mesa y enfríelo con agua. La velocidad de la superficie de la mesa debe ser de unos 0,3 m/s (60 pies/min) para el amolado basto y de 0,18 m/s (35 pies/min) para el amolado de acabado.
| Velocidad de corte |
Avance |
||
| avance/min | mm/R | pulg./r | |
| Torneado basto | 300-450 | 0,25-0,5 |
0,01-0,02 |
| Torneado de acabado | 450-550 | 0,05-0,15 | 0,002-0,006 |
| Despiece | 240-300 |
0,05-0,08 |
0,002-0,003 |
Las piezas TECAPOWDER P84 pueden mecanizarse con todos los equipos de fresado estándar de acero rápido o con punta de metal duro. Es preferible utilizar fresas de punta múltiple. Para evitar el astillado de los bordes, recomendamos realizar el fresado desde el exterior del bloque hacia el centro y utilizar ángulos de salida pequeños. La velocidad de corte debe estar comprendida entre 6,35 y 10 cm/min (2,5 y 4 pulg/min) y las velocidades de avance deben ser inferiores a 0,7-0,15 mm (0,03-0,006 pulg). Cuanto menor sea el avance, mejor será el acabado superficial. No se requiere lubricación ni refrigeración.

Pueden utilizarse brocas de acero inoxidable (ángulo de punta 90 °C) o brocas de metal duro (ángulo de punta 90-120 °C) para taladrar agujeros en las piezas P84. Si el diámetro de la broca es superior a 2 cm, reduzca el grosor de la banda. Trabaje a velocidades de perforación de 2,3-2,8 m/s (450-550 pies/min) y velocidades de avance inferiores a (0,004 pulg.). Para evitar el calentamiento local en la pieza, prevea una buena evacuación de la viruta.
Los materiales TECAPOWDER P84 pueden cortarse con sierras circulares o de cinta. Si utiliza hojas con puntas de metal duro, la vida útil de la herramienta será mayor. La velocidad de la sierra para sierras circulares debe ser de 2-3 m (80-120 pulg.), para sierras de cinta de 0,3-0,4 m (12-16 pulg.). Si va a cortar chapas con sierras circulares, ajuste la altura de la hoja de tal forma que el avance de la hoja esté a 2-3 mm (0,08-0,12 in) de la superficie para evitar que se astillen los bordes.
Este proceso se utiliza para fabricar formas de stock más pequeñas de resinas TECAPOWDER PI. Los diámetros están limitados por las posibilidades de manipulación de los moldes. Los tamaños de molde habituales tienen diámetros exteriores de 20-25 cm (8-10 pulg.). Los moldes tienen que ser capaces de mantener presiones de hasta 69 MPa (10.000 psi) a 400 °C (752 °F). Esto indica el uso de espesores de pared elevados y aceros de trabajo en caliente para las herramientas. La sinterización puede realizarse en un simple horno de circulación de aire que puede mantener temperaturas de hasta 400 °C (572 °F).
Los siguientes pasos describirán cómo moldear y sinterizar durante este proceso.
El cálculo del tiempo de sinterización (tiempo de permanencia) debe ser de aproximadamente 1,5 horas/2,5 cm (1 pulg.) de grosor de pared.
Para más información, póngase en contacto con: [obfemailstart]dGVjYXBvd2RlckBlbnNpbmdlcnBsYXN0aWNzLmNvbQ==[obfemailend]