Uchwyty do elektrycznych połączeń wtykowych
Lekka konstrukcja we wnętrzach samolotów: komponenty produkowane seryjnie na bazie kompozytów
Lekkie i wytrzymałe materiały stały się nieodzowne w zaawansowanych zastosowaniach w przemyśle lotniczym. W samolotach pasażerskich liczy się każdy kilogram, dlatego też metale są coraz częściej zastępowane rozwiązaniami opartymi na tworzywach sztucznych, również w zakresie wyposażenia wnętrz. Zwłaszcza kompozyty termoplastyczne oferują firmom wyposażającym samoloty znaczną redukcję wagi bez konieczności kompromisów w zakresie właściwości mechanicznych. Projekt firm Bucher Leichtbau i Ensinger spokazuje, że przejście na kompozyty wzmocnione włóknami może przynieść dodatkowe korzyści techniczne.
Bucher Leichtbau AG z siedzibą w Fällanden (Szwajcaria) jest specjalistą w zakresie wyposażenia wnętrz samolotów i pojazdów. Dział lotniczy koncernu projektuje i produkuje między innymi kuchnie i szafki do samolotów pasażerskich. Pełny moduł tego typu może przyjąć obciążenie odpowiadające ośmiokrotnej masie własnej i musi być odporny na przyspieszenia co najmniej dziewięciokrotnie większe od przyspieszenia grawitacyjnego. Rozróżnia się przy tym obciążenia związane z lotem (normalne warunki lotu, takie jak start, lądowanie, turbulencje) oraz obciążenia związane z lądowaniem awaryjnym (kontrolowane lądowanie awaryjne lub przerwanie startu). Wymagany minimalny okres eksploatacji wyprodukowanych modułów wynosi na przykład 25 lat dla Airbusa i Boeinga.
SYTUACJA POCZĄTKOWA
Ze względów bezpieczeństwa wszystkie metalowe mocowania dla elektrycznych połączeń wtykowych w lotnictwie komercyjnym muszą być uziemione. W przypadku konstrukcji nośnych przewodzących prąd elektryczny w kuchniach aluminiowych firmy Bucher, często wystarcza istniejąca śruba mocująca wyposażona w niezbędną ochronę antykorozyjną. Jeśli jednak metalowe mocowania łączników są umieszczone na nieprzewodzących konstrukcjach w kuchniach, do uziemienia elektrycznego wymagany jest dodatkowy kabel. Ten kabel uziemiający musi być zabezpieczany w regularnych odstępach, co powoduje konieczność zastosowania dodatkowych gwintów mocujących, śrub dystansowych, zacisków kablowych i śrub.
Oprócz nakładów materiałowych związanych z ułożeniem kabli powstają wysokie koszty związane z planowaniem i instalacją: Prace projektowe obejmują wprowadzenie wpisu do schematu połączeń; co więcej w planie kontroli dla każdego przewodu uziemiającego należy zdefiniować pomiar rezystancji. Ponadto, należy to uwzględnić w odpowiednich wytycznych dotyczących konserwacji i instrukcji obsługi, jak również w dokumentach dopuszczających do użytku. Podczas produkcji należy rejestrować rezystancję styku i nakładać powłokę antykorozyjną na każde połączenie uziemiające.
KOMPOZYTOWY ZAMIENNIK TERMOPLASTYCZNY ELIMINUJE POTRZEBĘ UZIEMIENIA
Nakład pracy i koszty związane z uziemieniem można całkowicie wyeliminować, jeżeli dotychczasowe metalowe mocowania wtyczek zostaną zastąpione wariantem nieprzewodzącym. Ze względu na wymagania dotyczące temperatury roboczej i bezpieczeństwa pożarowego nie jest jednak możliwe zastosowanie taniego, standardowego tworzywa sztucznego.
Poszukiwana alternatywa techniczna musiała być w stanie zastąpić dużą liczbę istniejących elementów z blachy aluminiowej jeden po drugim, aby zminimalizować nakład pracy i koszty związane ze zmianą przy ich wprowadzaniu. Aby spełnić to wymaganie, potrzebny był sztywny materiał o wysokiej wytrzymałości.
Ze względu na stosunkowo niewielkie ilości różnych mocowań złączy, rozwiązanie wymagające wysokich kosztów narzędzi nie wchodziło w grę. Wstępne próby z lokalnie przebudowanymi elementami z termoplastycznego materiału wzmocnionego włóknem nie wykazały zadowalających wyników w przebudowanych strefach.
Współpracując z działem kompozytów firmy Ensinger, szybko znaleziono odpowiednie rozwiązanie na bazie kompozytu wzmocnionego włóknem termoplastycznym. Jako materiał wybrano prepreg zatwierdzony dla przemysłu lotniczego z włóknem szklanym i matrycą PEI (polieteroimid). Po krótkiej fazie optymalizacji udało się wyprodukować pierwsze części produkowane seryjnie. Ze względu na specjalistyczne techniki przetwarzania dwa zakłady firmy Ensinger zajmują się produkcją mocowań złączy:
W zakładzie w Otelfingen specjaliści od kompozytów firmy Ensinger produkują z prepregów PEI półfabrykaty o kanciastym kształcie. W przeciwieństwie do porównywalnych komponentów, te półfabrykaty nie są cięte na wymiar z grubego laminatu i termoformowane, lecz tłoczone z poszczególnych warstw prepregów w narzędziu do określonego kształtu. Zaletą tego procesu jest między innymi redukcja efektu sprężynowania. Obróbka CNC elementów z kompozytów z włóknami odbywa się w firmie Ensinger GmbH w Cham w Bawarii.
Dział obróbki w Cham, który specjalizuje się w produkcji precyzyjnych części z termoplastycznych tworzyw sztucznych jest członkiem międzynarodowej grupy obróbczej firmy Ensinger. Z kątowych półfabrykatów produkowanych w Otelfingen, Ensinger Cham precyzyjnie obrabia mocowania łączników do końcowej specyfikacji produktu.
Dla większości uchwytów mocujących istnieje kilka wersji o różnych wymiarach. Dzięki elastycznemu procesowi produkcyjnemu możliwe jest również wykonanie wysokiej jakości projektów specjalnych z konturami lub wywierconymi otworami, przy krótkich terminach realizacji.
PROSTSZY, BARDZIEJ EKONOMICZNY I LŻEJSZY
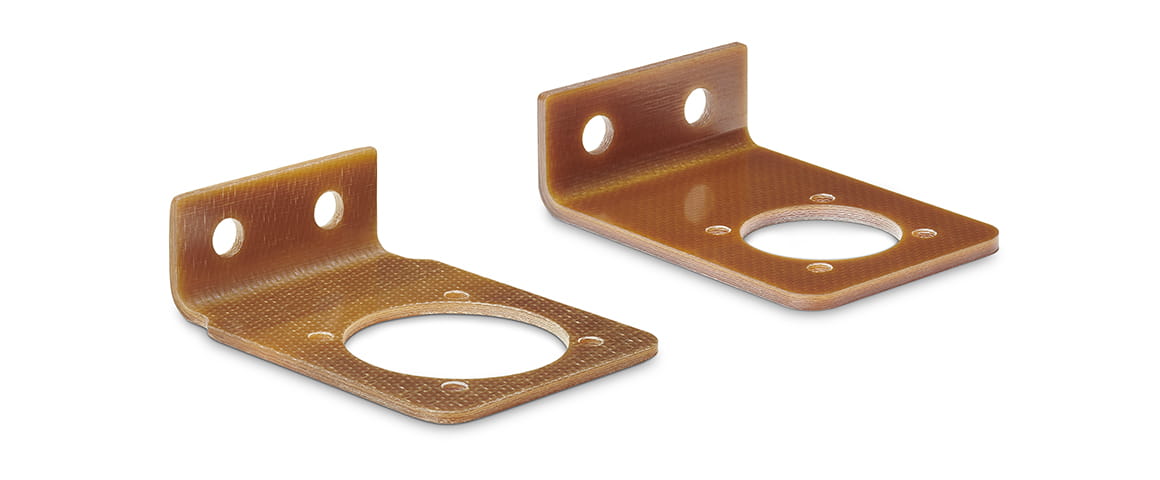
PRZED OBRÓBKĄ CNC
Półfabrykat uchwytu do połączenia wtykowego jest wykonany z pre-pregu, kompozytu z włóknem szklanym, które jest osadzone w matrycy PEI dopuszczonego do stosowania w przemyśle lotniczym.
Uchwyty na złącza występują w wersjach o różnych wymiarach. Dzięki ciągłym, prostym włóknom, termoplastyczny materiał kompozytowy ma znacznie większą wytrzymałość i sztywność niż tworzywa sztuczne wzmocnione włóknami krótkimi.
TECHNOLOGIA PREFORM

Dzięki technologii preform firmy Ensinger możliwe jest również zróżnicowanie grubości ścianek przy produkcji kątowników. Tak więc podobnie jak w przypadku rozwidlonej gałęzi, część narożna poddawana dużym naprężeniom może zostać wzmocniona, podczas gdy w częściach, które nie są poddawane dużym naprężeniom (np. na ramionach), materiał może zostać zaoszczędzony. Technika wytwarzania określana jest procesem "zbliżonym do kształtu netto".
W zależności od geometrii elementu, technologia ta pozwala na znaczne oszczędności materiału i wagi - przy zachowaniu porównywalnej wytrzymałości i sztywności.